
Industrial Packaging Heavy duty plastic pallet boxes, sometimes also known as bulk bins or bulk boxes and engineered to chair […]
Keep your food products safe and secure with our Food Grade Pallets, crafted from non-toxic, FDA-compliant materials. Designed for durability and easy cleaning, these pallets are perfect for food storage, transport, and processing, ensuring hygiene and compliance in every step of your supply chain.

Achieve the highest hygiene standards with our Hygienic Pallets, ideal for industries like food, pharmaceuticals, and healthcare. Built with smooth, non-porous surfaces, they resist bacteria and are easy to sanitize. Durable and reliable, these pallets ensure cleanliness and safety in every operation.


Industrial Packaging Heavy duty plastic pallet boxes, sometimes also known as bulk bins or bulk boxes and engineered to chair […]

The automotive industry is operating in a highly challenging and demanding situation where production and logistics have to demonstrate efficiency, […]

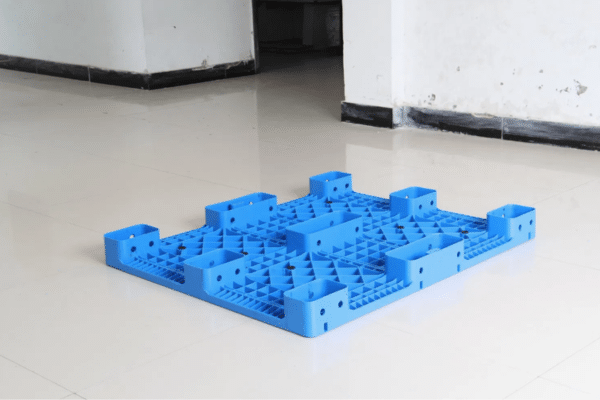
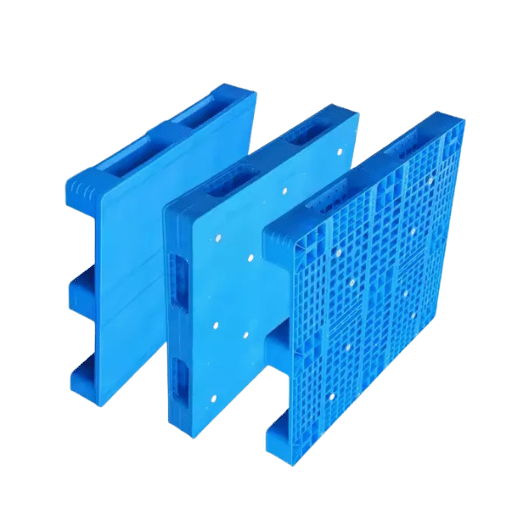
Plastic pallets have become a vital part of modern logistics, storage, and transportation with their vast versatility and durability. With […]

It is imperative to understand pallet measurements when it comes to logistics, shipping, and warehousing, which can help maximize efficiency […]