With its fragility and stakes of being of high-grade plastic and of high demand among ‘necessaries,’ the plastic pallet has […]





With its fragility and stakes of being of high-grade plastic and of high demand among ‘necessaries,’ the plastic pallet has […]

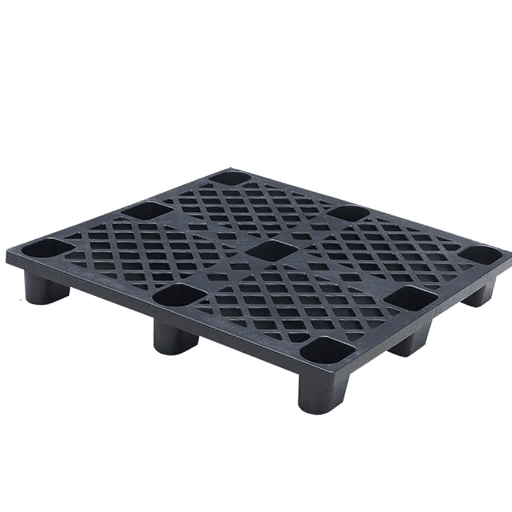
Durable plastic pallets are engineered to withstand repeated use, heavy loads, and harsh conditions while outlasting wood alternatives by 5-10 […]

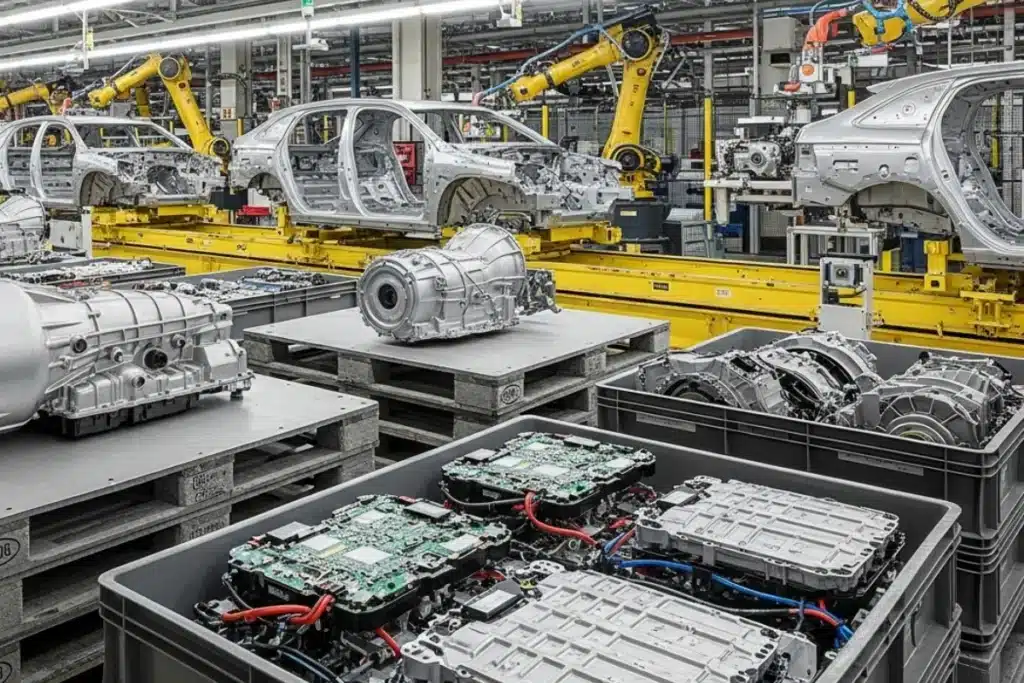
Industrial Packaging Heavy duty plastic pallet boxes, sometimes also known as bulk bins or bulk boxes and engineered to chair […]
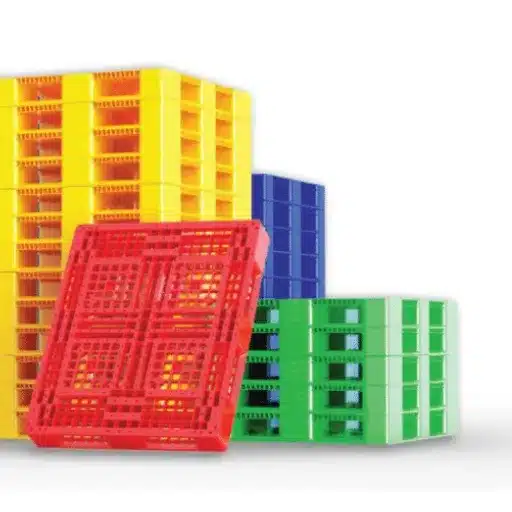
HDPE pallets outperform polypropylene in cold environments and impact resistance, while polypropylene excels in high-heat applications and lightweight export shipping. […]