
Plastic pallets for food industry operations are the safest choice because their non-porous surfaces do not absorb moisture, bacteria, or […]


Engineered specifically for beverage operations, this pallet maximizes stability when handling tall, heavy stacks of bottled water. Its unique deck configuration cradles the base of PET bottles securely, virtually eliminating shifting and product damage during automated conveyance and distribution. A reliable solution for bottling plants looking to enhance supply chain efficiency.

Designed to manage the unique needs of paper stock and printed materials. This pallet often features a smooth, non-marking surface or recessed edge to keep large sheets of paper or finished prints secure without damaging edges. Essential for printer support, ensuring high-quality print components arrive undamaged at the client or bindery.

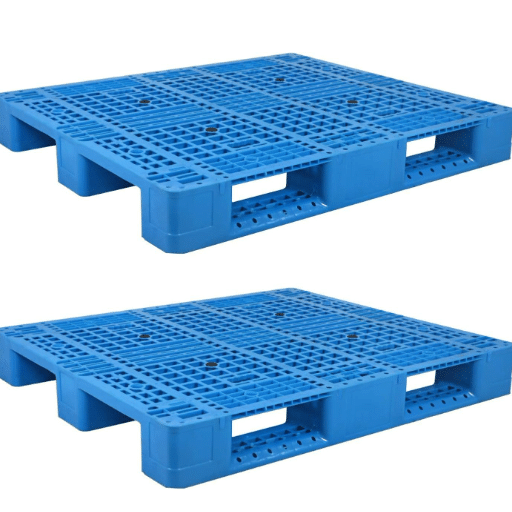
A specialized platform built for safely securing water, chemical, or liquid storage tanks within racking systems. It offers superior rigidity and containment features to manage the significant dead weight of liquid loads. This solution is crucial for maximizing vertical storage efficiency while adhering to strict weight specification and load support guidelines.


Plastic pallets for food industry operations are the safest choice because their non-porous surfaces do not absorb moisture, bacteria, or […]
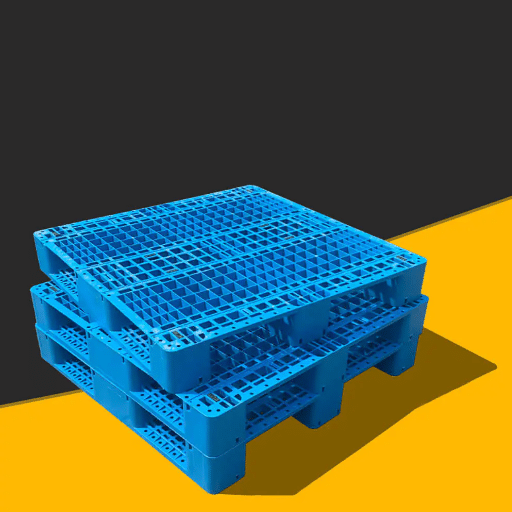
When it comes to storage and material handling in an efficient manner, the usage of rackable plastic pallets really makes […]
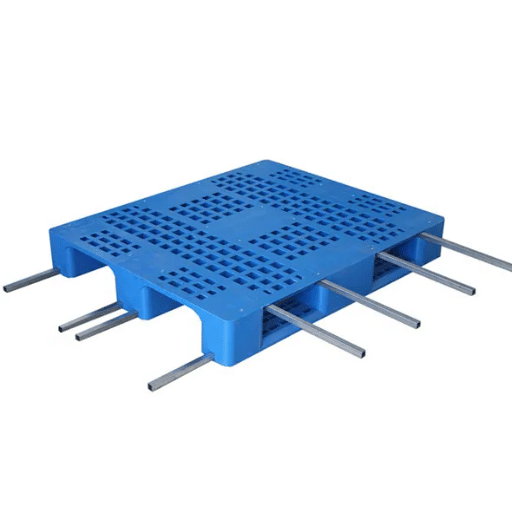
In warehouse operation and storage optimization, knowledge of load capacity is an important aspect as it determines efficiency, safety, and […]

In the highly regulated and efficiency-driven world of cold chain logistics, the materials used for storage and transport have a […]
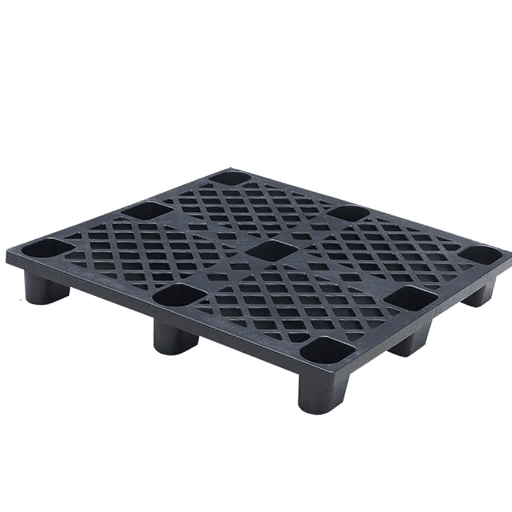
Plastic pallets have changed the way of doing things in logistics and warehousing, but still, not all pallets are equal. […]

When comparing selective vs drive in racking, the choice comes down to two priorities. Selective racking gives you direct access to every pallet […]
With its fragility and stakes of being of high-grade plastic and of high demand among ‘necessaries,’ the plastic pallet has […]

OEM plastic pallets are custom-designed pallets built to your exact specifications for a specific product, process, or supply chain. Unlike off-the-shelf […]